Menu

Since 2015, the air pollution has been a headache in northern China. Coal combustion deepens the environment pollution and damage of ecosystems because of a great deal of emission of dust, SO2 and nitric oxides. For coal combustion, both the thermal power plant and industrial coal-fired boiler are the two main application fields.
So, in 2015, China National Energy Bureau launched the Action Plan of Efficient& Clean Use of Coal (2015-2020) and required every province to boost the transformation and upgrading of industrial coal-fired boilers. Meanwhile, release and revise of some other related policies stipulated the responsibility of government on environment protection and punishments once there is some company trying to discharge pollutants at random.
In response to environmental protection, this customer has been adjusting its operation structure in recent years and started to march to the market of clean coal powder.



Project Site: Gansu, China
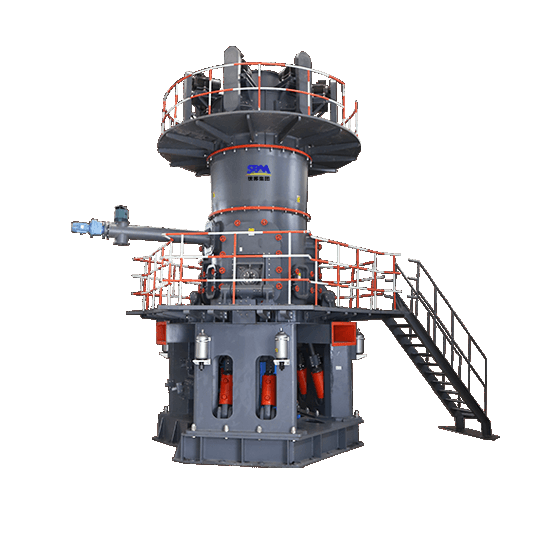
Equipment: 1 LM220 Vertical Mill, dust collector, fan, nitrogen protection system, fire extinguishing device and intelligent centralized control device
Material: Coal Input Size: ≤40mm
Output Size: 200meshes (0.074mm), D80
Capacity:300,000TPY
Efficient industrial coal powder boiler is the new energy saving technology which supported strongly by China. Based on the absorption of advanced foreign technologies, the efficient coal powder boiler has been developed by China Coal Research Institute. The new boiler can save coal by 30% and reduce dust emission by 95%. The emission of SO2 is one ninth of the national standard. The coal ash formed can be cycled as building material so that the problems of waste gas and residues can be avoided.
Considering the actual situations, we recommended our vertical mill to the customer. And the efficient coal powder preparation system we customized mainly consists of coal pre-homogenization system, coal conveying system, grinding system, hot-air system and anti-explosion system, etc.
To keep the quality of coal powder, the raw coal must be pre-homogenized first. When the raw coal is transported into the coal storage yard, earthmover is used to stratify the coal, achieving the effect of pre-homogenization.
Raw coal at the storage yard is sent into the storage bin of production plant along the underground hopper, vibrating feeder, conveyor belt and elevator. Under the coal storage bin, there is a weighing coal feeder and plunger valves. The raw coal is sent to mills after being weighed.
When the raw coal enters to the vertical mill, the hot air would enter into the mill, too. The material falls on to the center of grinding plate and under the action of eccentric force, the material starts to move towards the fringe of grinding plate evenly. When moving to the grinding roller bed, the bulky coal would be crushed by the grinding roller while the fine coal would form a material bed where fine coal crushes each other. The crushed material would move toward the fringe of the grinding plate continuously until it is blown away by the strong airflow. The larger particle falls to the grinding plate again for another grinding. The materials in the airflow would be divided into two parts under the rotor blade --- coarse particle falling to the grinding plate, the qualified fine material sent out from mill with the airflow.
In light of the characteristics of coal powder, the coal conveying system takes the dense phase transportation by using fluidizing transporter which can help reduce energy. The inert gas (N2) used in this system guarantees the safe and reliable operation.
Using coal powder as the fuel, the hot wind system can generate high heat efficiency but low operation costs, meeting customer's demand on energy reduction and environment protection.
Mill's air inlet and outlet, body and ash bucket of dust collector are monitored dynamically. Once the content and temperature of CO, O2 is beyond the set value, the fire extinguishing system works automatically to dilute content and lower temperature. If smoke or fire occurs, the system can start to put out the fire. This system integrates the monitoring, dilution and fire-proof protection, keeping safe operation.